JOY TECHNOLOGY CO.,LIMITED and Universal USA have collaborated to bust the myth that you cannot perform laser reflow with solder paste. Using Universal diode lasers, EFD has formulated solder pastes that survive the rapid reflow cycle typical of laser heating. These solder pastes reflow and wet well, without spatter, even when heating is accomplished in less than half a second. The flux core in wire solders cannot boast such flux spatter resistance in such an aggressive heating environment.
This paper explains why diode lasers have been identified as an excellent heat source for solder paste reflow. It reviews the heating options available,compares them to diode lasers, and assists in the decision making process to determine whether a diode laser is the better choice for a particular solder reflow application.
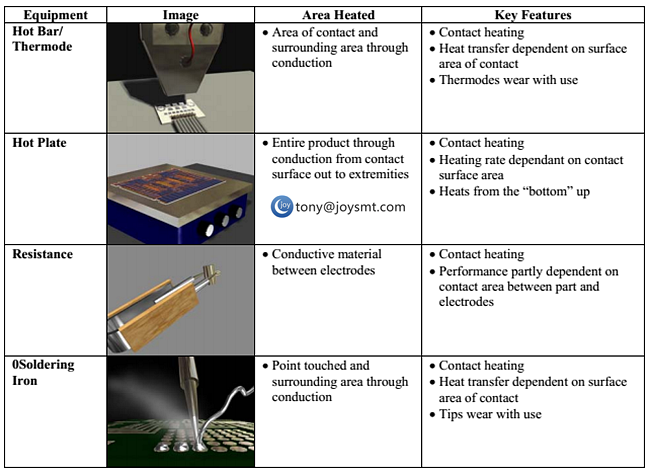
Soldering Method Review
Solder reflow can be accomplished with a wide variety of heat sources. Each heat source has advantages and disadvantages due to the mechanics of how energy is transmitted and absorbed. A short review of the most common heating methods used for solder reflow will allow for easier comparison for capability and applicability.
Solder Reflow Process Considerations
When considering what heat sources are viable candidates for an application, there are a few key concerns that can rapidly narrow the list of choices:
•Reflow cycle time requirements
•Product changeover and system flexibility requirements
•Temperature-sensitive components and materials
•Contact-sensitive components and materials
•Restricted access to soldered area due to component geometry
•Allowable temperature at “next operation”
Lasers lend themselves to addressing many of these concerns with their inherent features:
•A wide range of heat delivery rates from very fast (under 1 second) to very slow
•Capable reflowing all soft solder alloys
•Flexible heating area from 0.6mm diameter and larger
•Precise, repeatable heating
•Line-of-sight targeting
•Non-contact heating
•Easy to automate
Application Review
Some users choose laser heating as the best option from a field of many that can do the job. Other users find their viable heating options quite limited and discover laser to be the solution to difficult heating problems.
The most common reason for using lasers for reflow is the desire for non-contact, localized heating. While motivations vary, the goal is the same: reflow that spot there and nowhere else and do it fast enough to avoid excessively heating up the rest of the product via conduction.
In order to put the decision-making process that leads to this conclusion into perspective, a few real world examples will be evaluated to determine the best heating method. In each example, the key processing issues are identified and each of the previously mentioned heating systems is screened for incompatible heating effects.
n each of these examples of real life products, the inherent features of diode lasers lend themselves to solving difficult soldering problems. By combining solder paste dispensing and laser heating for reflow, these products are produced within target cycle times and at high first pass yields. While the other feasible heating methods can do the job, the disadvantages make them more costly due to expenses for operator training, consumable components and other maintenance items, duplicate production stations and additional staff required to meet throughput targets, and yield.
Laser Types
The next question that needs answering is “why diode lasers?” Several laser types are used in industry for a variety of applications, including medical treatment lasers, positioning lasers, lasers for welding and cutting metal, lasers for welding thermoplastics and laser used for solder reflow. Universal selected High Power Diode lasers as they offer high efficiency, long service life, compact size, and low maintenance.
This section will compare characteristics of High Power Diode lasers with those of CO2 and Nd:YAG lasers. CO2 and Nd:YAG lasers have been chosen for this comparison since they too can be used for selective soldering. Universal’s decision to use High Power Diode laser was based on key advantages that will be highlighted in this paper.
Carbon Dioxide (CO2) Laser
The Carbon Dioxide (CO2) Laser, is one of the earliest lasers. It was developed in 1964 and is the most powerful continuous wave laser currently available. The CO2 laser produces infrared light with wavelength around 10,600nm with up to 20% efficiency. CO2 lasers are most often used for metal cutting and welding.
Nd:YAG laser
Another common laser type was developed in the same year as CO2 laser. It is made from Neodymium-doped Yttrium Aluminum Garnet and is usually referred to as an Nd:YAG laser. Nd:YAG lasers can produce high power in the infrared spectrum at 1064 nm wavelength. Similarly to CO2 lasers, they are primarily used for cutting and welding of metals in addition to marking metals and other materials.
Diode Lasers
High Power Diode Lasers (HDL) are mainly based on GaAs semiconductor bars. They entered the market in 1999, offering wavelengths ranging from 790 nm to 980
nm and power output of 50 watts per bar. Over the last several years, advances in diode cooling technology have dramatically increased diode power, life and efficiency through improved ability to maintain uniform diode temperature. [1]
The efficiency of High Power Diode Lasers can reach 63% in 940nm modules [2]. Currently there are commercially available HDLs capable of providing laser power of up to 400 W with life expectancy of over ten thousand laser ‘on’ hours. The most popular wavelength range for HDLs available on the market is from 810nm to 980nm although High Power Lasers may range from 630nm to 1900nm.
Laser Characteristics and Cost of Ownership
Over the years, Carbon Dioxide (CO2) and Nd:YAG lasers have been significantly reduced in size yet both remain bulky and weigh upwards of eight pounds. During integration into a soldering station or production line the laser module will have to be mounted on a dedicated XYZ linear stage capable of moving the device to the desired location at acceptable speeds.
In comparison HDLs laser energy is delivered through thin and flexible fiber-optic cable allowing the cabinet with laser components such as laser diode module, power supply and water cooler to be located outside of the immediate working area. The fiber-optic cable is attached to a compact optics head that can be half the size of a soda can and weigh under a pound. Thanks to its compact size, HDL laser system can be easily integrated into existing soldering station where it is mounted next to a solder paste dispenser, utilizing the XYZ linear stage already in place.
Equally so, the HDL laser system beats CO2 and Nd:YAG when it comes to maintenance. A CO2 laser relies on a constant gas supply and Nd:YAG requires relatively frequent light bulbs replacement. HDLs run nearly maintenance free, requiring only a change of filters in the water cooler unit every 6 months and annual calibration of the system. Both procedures are fairly simple and can be accomplished within 20 minutes.
Energy Absorption
When it comes to solder paste reflow, the most significant advantage of HDL and Nd:YAG lasers over CO2 is its shorter wavelength. The wavelength of 10600 nm produced by CO2 lasers is highly reflective off metals while very absorptive in organic materials
used for making flux, printed and flexible circuit boards, and other substrate materials used in soldering applications. The high energy absorbance of surrounding materials causes burning in areas near solder joints while high reflectivity of metal requires wider process window or higher power levels to achieve a successful reflow. As the result, lasers operating in high wavelength spectrum have been identified as less capable candidates for laser soldering applications. Fortunately, the near infrared spectrum is less reflective on metallic surfaces and less absorbent on organic materials, making High Power Diode and Nd:YAG more desirable candidates for laser soldering.
The “absorbance” of the laser energy is defined by the percent of photonic energy transformed into the metal by converting to heat, versus energy reflected away.
Equation 1 describes energy absorptivity as a function of change in temperature over time when a certain amount of laser energy is applied to a particular body of metal
where A is the absorptivity, mi is the mass, and cpi the specific heat of each heated component i (in case of solder paste each component used in the alloy), ∆T is the difference in temperature achieved over time ∆t by introduction of power P.
As has been mentioned previously, the majority of laser soldering applications involve soldering around heat sensitive components or reworking printed circuit boards with component already in place. In these applications high absorptivity of materials becomes crucial to protecting the surrounding components from extensive heat damage. This is achieved by using lower power and shorter cycle time.
From equation 1, energy absorbance is directly proportional to specific heat c, which is a measure of energy required to increase temperature of a given amount of material by one degree. Therefore the absorbance rate of laser energy at a given wavelength may significantly differ from one metal to another. The following graph summarizes absorptivity of aluminum, iron and copper at different wavelengths.
Another factor that greatly influences energy absorbance is roughness of the material. Naturally polished surfaces are more reflective than their rough or scratched counterparts. This occurrence is explained by multitude of reflections within cavities and scratches that trap additional photonic energy. As a result, the absorptivity of rough surfaces may be twice the absorptivity of polished materials. [3]
Comparison of Energy Distribution and Intensity
The laser beam, shaped by the end optics, forms a conical shape where the tip of the cone corresponds to the minimum spot size and is located way from the lens at its focal distance. The spot size can be increased by adjusting Z-height of optics head. With increase of spot size, the energy is distributed over larger area and energy density of laser beam is reduced. HDL and Nd:YAG lasers have different energy density distributions and exhibit significant differences in beam intensity away from focal point.
The energy density distribution of laser beam generated by High Power Diode remains uniform through the width of the spot regardless of its size. As result, laser energy is evenly spread over the target area. On the other hand, energy density distribution of laser beam generated by Nd:YAG laser changes from the top-hat profile to Gaussian with increase of spot size. [3] This results in decrease of overall amount of energy delivered by the laser and results in uneven energy intensity with the center of the beam receiving the most.
Further investigation has shown faster temperature rise of the solder joint area when illuminated with defocused HDL laser versus defocused Nd:YAG laser. This occurrence is attributed to overall energy loss of the defocused Nd:YAG beam. [3] In many laser soldering applications the spot size is kept close to the minimum; however, there are cases where a wider area of coverage is required and the ability to have larger spot size is necessary. A larger spot size is achieved by changing the focal distance from the minimum diameter focused spot size, defocusing the beam. In these applications HDL lasers have an advantage over Nd:YAG as they are capable of providing a larger spot size with even energy distribution without overall energy loss due to defocusing.
Conclusion
Through the work of JOY TECHNOLOGY and Universal, the viability of laser light for reflow of solder paste has been established. Appropriately formulated solder pastes now allow for no-spatter, high -speed reflow with good wetting. The product features that make laser heating an attractive option have been defined. Side-by-side comparison with other heating methods identifies those methods that are feasible and the degree to which they solve a product’s heating requirements. For those applications that can benefit from laser heating the remaining question is which type to use.
High Power Diode Lasers, in addition to their compact size and maintenance-free operation, offer many technological advances in laser soldering as compared to CO2 and Nd:YAG lasers. The most significant of them is shorter wavelength that allows higher absorbance in metals and lower absorbance in organic materials usually used for making PCBs and other substrates. Combined with the appropriate solder paste formulas, diode lasers give manufacturers a flexible and powerful tool to solve difficult heating problems. As a selective heating system, diode lasers are hard to beat for flexibility, cycle time and total cost of ownership.







 Panasonic CM202 CM402 CM602 NPM Nozzle 110 115 KXFX0383A00
Panasonic CM202 CM402 CM602 NPM Nozzle 110 115 KXFX0383A00 Samsung SM320 IC tray
Samsung SM320 IC tray YAMAHA FEEDER CALIBRATION JIG
YAMAHA FEEDER CALIBRATION JIG